Building a Westy style V-top for a Chevy 3500 EB out of FRP.
This was my first foray into the world of fiberglass construction. Along the way to a finished product I found many challenges, not the least of which was the challenge to my very limited patience. Be ye warned, this is a time consuming endeavor. I didnt keep track of my actual hours, but I worked on it most of the winter during my slow season. I would guess that I have somewhere in the neighborhood of 550 hours in this thing. That being said, it was a rewarding project with a good outcome. I wound up with exactly what I wanted for less out of pocket expenses.
We bought the van in late October of 16 and by early November my research into tops for the camper van had started. We had several priorities for the project : 1) we didnt want a fixed high top. 2) We wanted it to be as low profile as possible for aerodynamic and stealth reasons. And 3) It had to be affordable. I looked at SMB tops and they were OK, but I didnt like the way it looks kind of abrupt at the front. Sits on top in an obviously camperish way. CCV had better prices and styling but even the lowest top that ran all the way from the windshield to the rear was 14 high and was outsourced from Fiberine.
fiberine.com I didnt care much for the swoop in the side of the Fiberine top and Matt at CCV
coloradocampervan.comsaid it was a pain to get them. CCV had low-pro tops that I loved but they were not for sale yet. (Maybe that has changed.) Both were 6 months out at that point.
Ive always been attracted to the Westphalia tops and the fixed fairing that sits atop the cab. GTRV had a v-top that I kind of liked, but it wasnt really what I wanted. As I recall it didnt have a fairing for the Chevy model.
I started looking at the possibility of doing one myself but didnt find very much in the way of encouragement online. There were a few DIY tops made out of fiberglass covered wood frames. I suppose any reasonable person would have asked themselves why there was such a lack of home builds. But I decided that this was well within my skill set, so I did about 2 weeks worth of research into the subject and jumped in.
Part of the reason for my doing this extensive write up is that I found youtube videos to be only marginally helpful at best, sometimes misleading, often contradictory, poorly edited, or commercially slanted . The only real good video I used was by Mike Arnold at the Arnold company. He creates a racing airplane fuselage using the techniques that I ultimately used.
Most of the good information came from written sources such as boat building forums, RC airplane forums and a nice article by Sceadu design.
SCEADU DESIGN
I considered doing it in a one off that is, using the lost foam method which would have gotten me to the finish line sooner without the time and expense of creating a mold. I gave it A LOT of thought before deciding that If I ever wanted to reproduce it at a later date, I would have to pull the top off and build a mold over the it and re-install the top. On balance it seemed to be the better choice to just go ahead and build a mold.
I will detail here what I did,why I did it, and WHAT I WOULD DO DIFFERENTLY if I had it to do over. Hereafter called WIWDD
To start I bought 1 and 2 4x8 extruded polystyrene. ( EPS ) and a couple sheets of 1/8 luan plywood normally used for flooring underlayment. I ripped the ply into 2 strips and built a frame work on top of the van, lapping the strips back and forth for rigidity. I used Titebond 2 to glue the strips into a 1- ½ thick frame, nailing it along the way with 1 brads. Then 2 x 2 strips of EPS were glued to that using triple expanding foam ( 3x foam) 1 EPS was glued after that and clamped temporarily with grabber screws which were removed after drying. The area over the cab was the hardest, I had to glue many, many small strips together to conform to the compound curves of the cab roof. Screws and heavy toolboxes were used as clamps.

The rough plug was then taken down and the van parked outside. Using a variety of tools the plug was shaped into a rough approximation of what I wanted. Hand saws, rasps, surform planes and lots of 60 grit sand paper glued to blocks with 3M 77 adhesive.

Templates were made of ¼ hardboard with white melamine on one side. This allowed me to check for symmetry. I made the template cutouts sharply beveled and would press them into the foam to make a indentation. Then the foam was sanded away until the dent was gone. Repeat endlessly.
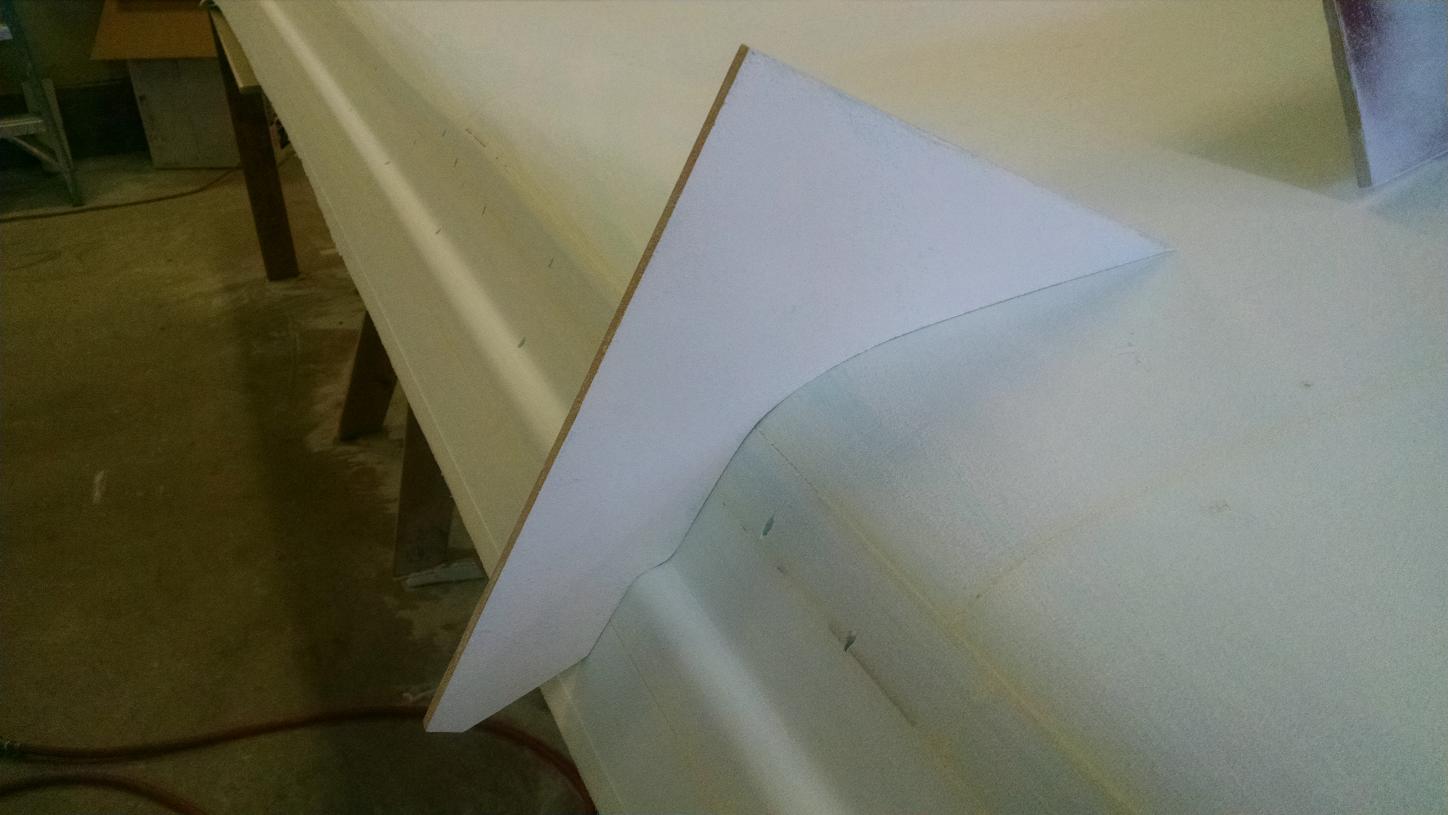
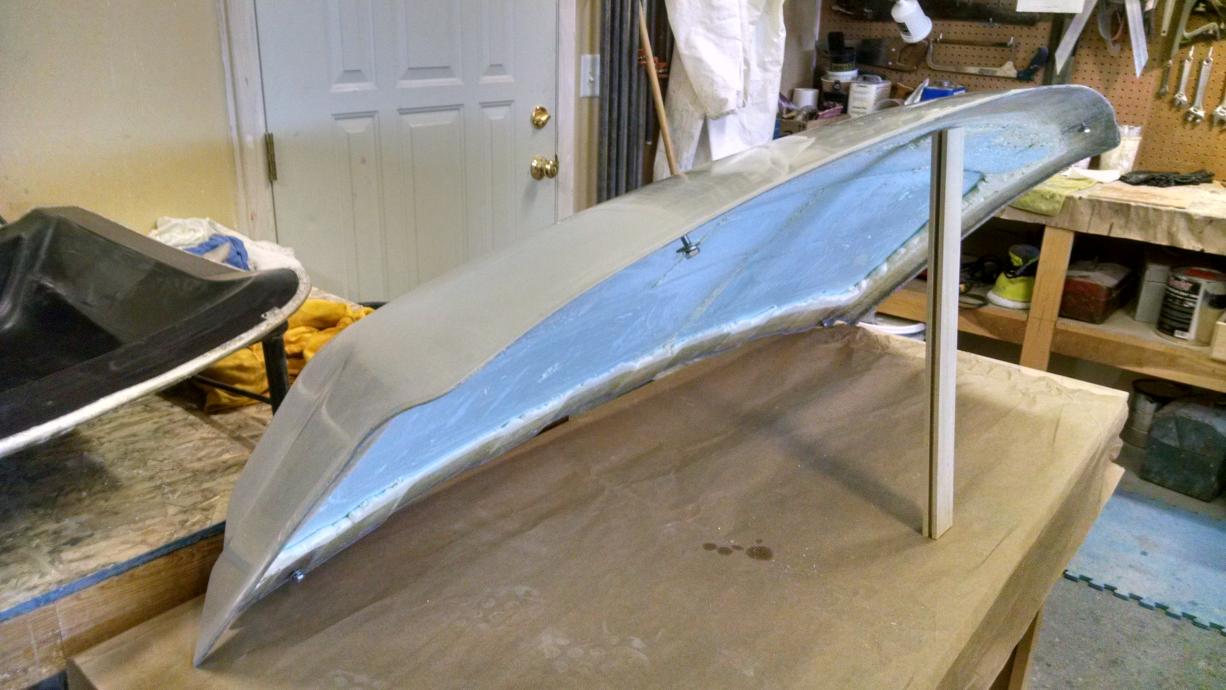
The plug was then put back on the van and the sides were extended down further into the gutter with metal strips glued on with 3M 77. (The van top rolls over into the gutter at a high angle and foam alone would have been too thin and weak.) This got the lid to fit to the gutters very closely and after sawing the fairing away from the lid, I was about ready to glass the plug.
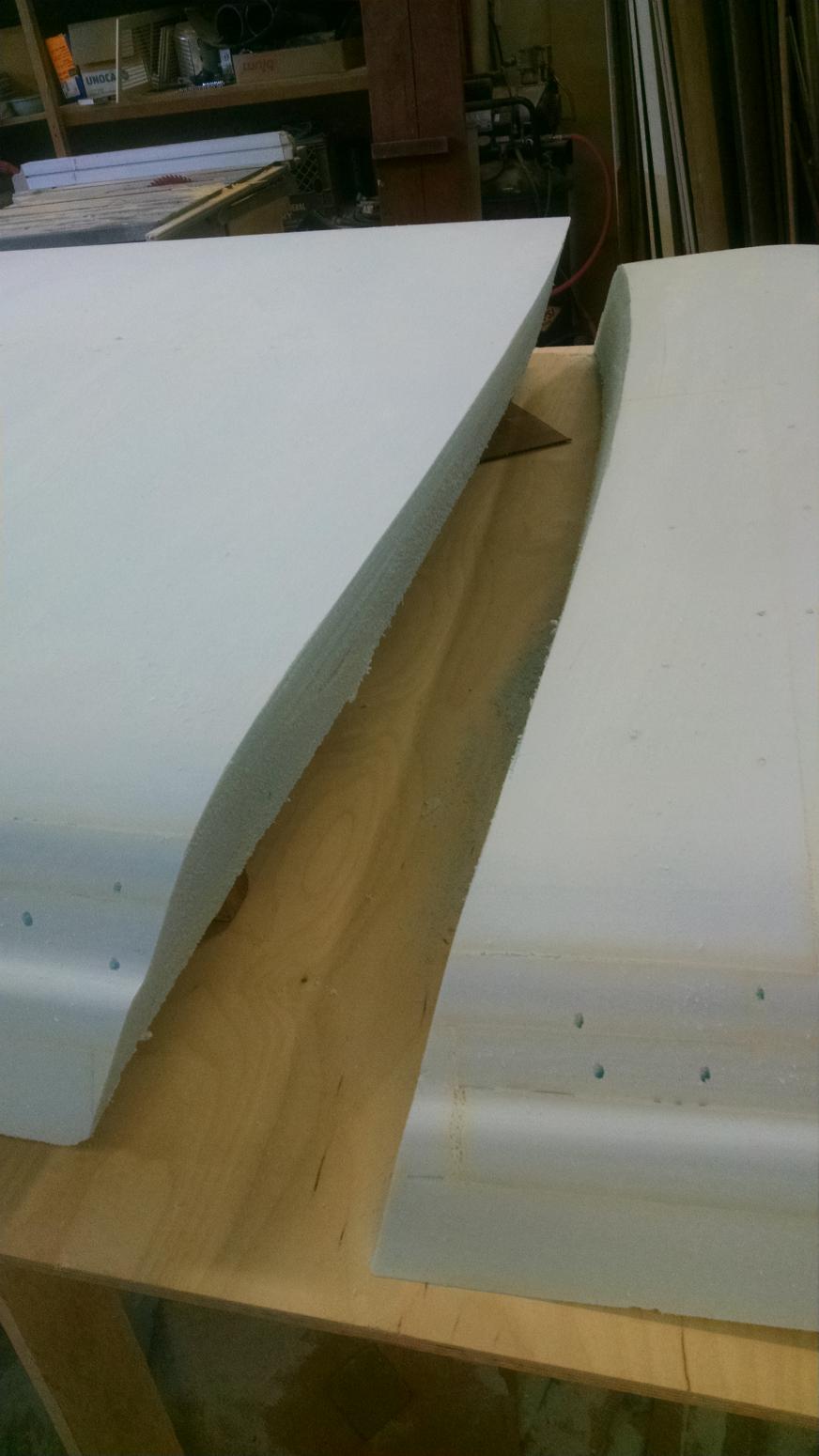
Here is a picture of the cut away fairing with the drainage gutter added.
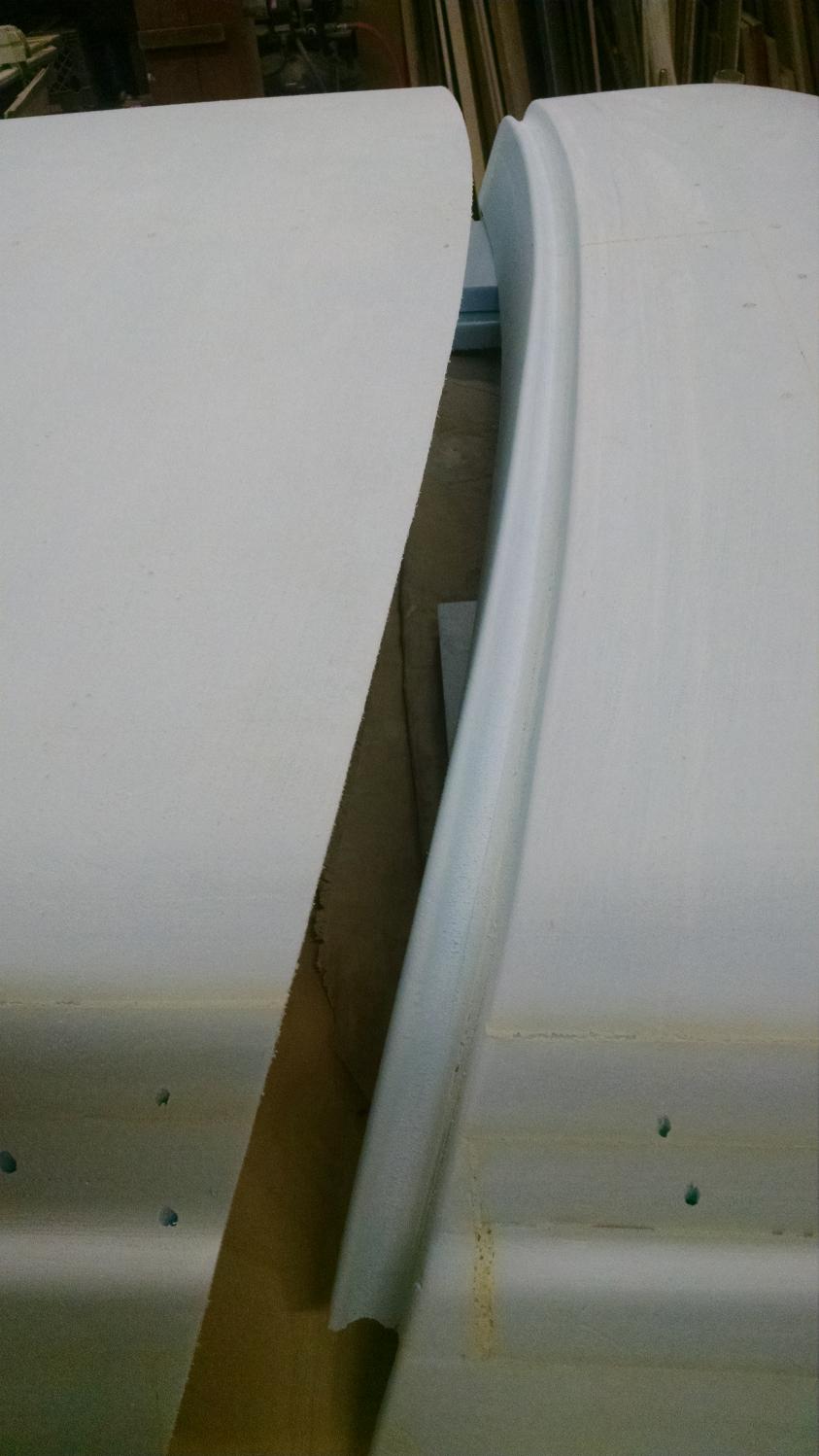
After all was done, I spent an inordinate amount of time moving the plug on and off the van testing the look and fit.

WIWDD : I would build lateral ribs like they do in boat building about a foot apart to define the shape, cover the ribs with thin slats, sand it to rough contour, glass it over with polyester resin and chopped strand mat ( CSM ) coat it with light weight Bondo, sand, prime and mold.I knew that EPS does not like poly resin as they are both styrene based products. I tried coating the fairing plug with 3 coats of Gripper primer and then doing my plug skin with poly resin. Didnt work. Melted the plug. Fortunately the layers of 3x foam glue held up and I was able to fill the sags with bondo, but it took me a couple days to fix the damage. Just doing it out of wood or using the more expensive epoxy resin would have avoided that.
After my failed experiment with the primer, I ordered 2 gallons of epoxy resin and used that and 8 oz. woven glass to cover the whole plug. (In retrospect, I should have used 2 layers of the 6 oz. Cloth.)

If you watch Mikes video you will see how this next step goes. Skim coat the whole plug in Bondo and sand until you hit glass. STOP.
WIWDD: Sometimes I didnt stop and sanded the fiberglass. This weakens the area and it took me lots of time to fix these spots later.
Skim coat the WHOLE plug with Bondo and sand with blocks until you hit glass. Repeat until the surface is smooth and you dont hit glass.. I used a bunch of different sanding blocks for this step. The top surface got done with a long piece of ¼ ply about 4 wide with various grits glued to it. The contoured sides got a custom sanding jig that I made by gluing scraps of plywood together, followed by applying Bondo to it and pressing it into the area that I wanted to replicate, then spray gluing sandpaper to that. I bought an auto body sanding block that was about 2 feet long, it worked great in some spots. I NEVER just held a piece in my hand to sand!

After getting it as smooth as I could with 180 grit , it was time to shoot the catalyzed auto body primer. You can use gel coat for this step, but it is harder to sand. I laid down 30# tar paper on the floor and hung plastic drop cloths to protect my shop from over spray. I had a cup gun, but chose to buy a new purple gun from Harbor freight and drilled the tip out to a larger diameter to handle the thicker material. I used Evercoats feather fill 713 gray. Catalyzed at about 1.5% MEKP at a shop temperature of 60 gave me 25 minutes to spray it on and clean up. If you are working in higher temps you can drop the ratio to 1%.

I bought a small electronic scale and did everything by weight in grams. Having lots and lots of clean quart containers is a necessity. I cleaned up EVERYTHING with acetone. One Q. container was a dirty rinse, and another was final . I found that using a pint container of the same size made the best lid. No prying off the lid to wash some tool, just lift off the smaller container and it gives you a place to put damp shop rags too. I used a whole box of the Scott shop towels from Home depot.
After spraying on the primer I let it cure about 2 hours and went back to sanding, this time with 220 grit. Same process, sand with blocks until you hit Bondo and then re-shoot primer. I did this 3 times until it was smooth. Then started reducing paper grit, 320, 400 and finally wet sanding the plugs to 600. I applied 3 good coats of mold release wax. I did the fairing first because it was smaller. Then I sprayed on a coat of PVA film.


WIWDD: The PVA was a royal pain. Getting this stuff to go on smoothly without running or fisheye -ing on me turned out to be nearly impossible. It would fish-eye on me., so I just kept spraying on coats until they ran together. Then tried to use a foam brush to wipe up the excess and smooth out the surface. FAIL. The plug stuck to the mold pretty badly, but I was able to get it off with little damage to the mold. I requires some sort of magic touch that I dont have. I wound up not using it on the lid because it was so hard to work with. You CAN do without it. You just have to make absolutely sure that you cover ever bit of the surface with wax. Some folks use up to 10 coats! I used 3. My research found that even the manufacturers say 3 is plenty. ( NOTE: I suspect that wax bits from polishing were left on the surface and I didnt see them because of the gray color of the plug. Later I noticed these specks on the black mold surface and theorize that the fisheyes were forming around them.)
Before the molds get built you have to add a flange to the plugs. This creates stiffness at the edge where otherwise it would be floppy. It also shows later where to trim your parts. I used ¼ hardboard again with melamine on one side. I made 6 flanges and glued and screwed them to the bottom of the plugs leaving 3 beyond the edge. This worked well as it was flexible enough to conform to curves and smooth and slick enough that it need no sanding. Bondo again came into play as an ideal material for evening out irregularities and providing a solid base for the flanges. Where I had tight compound curves, I used strips of aluminum flashing material to bridge the gaps. The gaps at the inside corners were filled with plasticene modeling clay and smoothed. You need to make sure that there are no in cuts to hinder release. NOW I was ready to build the molds.
There is quite a bit of information about the actual process of hand lay up fiberglass available online, so I wont get into too much detail about that. The tools that I used were these:
Nitrile gloves / 1 whole box
2 chip brushes / most of a box of 25
Laminate rollers 3 and 6
cigar type paint roller and frame
Paint tray and liners
Bondo spreaders / 3 sizes
Electronic scale
Gelcoat cup gun
Plastic wedges for mold release
Safety equipment : NIOSH respirator, safety glasses, leather gloves and a Tyvek full body suit.
The materials I wound up using :
25 gallons iso resin ( polyester resin with low shrinkage properties)
10 gallons regular poly resin
1.5 gallons black tooling gelcoat
1.5 gallons gray gelcoat
32 oz. Bottle MEKP / 3
1 gallon Partall #10 PVA parting film
1 can of Orca Shimmer mold release wax
70 yards 2 oz. CSM fiberglass cloth
15 yards ¾ oz. CSM
10 yards 6 oz. Boat cloth
20 yards 10 oz. Woven cloth
1 lb.Cab-o-sil
Styrene for thinning
Shop rags / rag in a box - Scott towel
Most of the fiberglass supplies I got from a business in Salt Lake City that does fiberglass work and retails to the public. If you are in this area, 3D Art was great to work with and their prices are very reasonable. I found the 200 mile drive to be far cheaper than shipping costs.
In the morning ( start early) I sprayed on the tooling gelcoat catalyzed at 1.25% MEKP to a 35 mil thickness, checked with the thickness gauge that came with the gun . Let that set an hour and followed with the whisker coat of 3/4 oz. CSM. This thin fiberglass is easy to get the air out of which you need for a solid, void-free backing for the gelcoat. Having all your cloth pre-cut is a must. Not only will you get glass fibers all matted to your gloves, but you will get wet resin on your bolt of cloth and ruin it. I let those 2 layers set overnight and the next day put on 3 layers of 2 oz. CSM. 3 more the next and 3 more to finish. I only did 3 a day to keep heat from building up and deforming the mold even though I was using iso mold resin. I sanded the previous days work with 60 grit to knock off the little Tent poles of glass that would create an air bubble under the surface. I would wet the mold with the cigar roller, lay on the cloth, wet out the glass from the top, roll out the bubbles, add another layer, wet the top, roll the bubbles, add the 3rd layer and then I was careful at that point not to over-wet the days final layer. They say to figure on about 2 times resin to cloth by weight. You want just enough to completely wet out the cloth and no more. I used on average 1.8 times resin to cloth.
9 layers of 2oz. was just about right for a mold the size of my fairing. Most places it is about ½ thick. In order to further stiffen the mold I added a welded framework of 1 schedule 40 pipe around the perimeter of the mold. I then welded on legs so that when I flipped it over it would stand on its own. I then placed corrugated cardboard spacers between the mold back and the steel. This gives some room for shrinkage. If you glass the frame directly to the mold, you run the risk of creating a deformation in the surface of the mold when the attachments shrink and suck the frame into the back of the mold. The frame was then glassed to the mold with scraps of 2 oz. CSM pre-wetted on a board and draped over the pipe. Because the pipe is round, this was easy.

I let this cure overnight, flipped the mold over onto its feet and prepared for the moment of truth. I carefully started driving the plastic wedges in between the plug and mold, working around the edge of the flange until it was loose. I then broke off the flange and removed it. This allowed me access to the main mold body and I used the wedges again to loosen the plug. Even though the fairing is quite shallow, I had a hard time getting it to pop loose. As I noted before the PVA did not go on well and I disturbed the wax fussing with it. Consequentially, the plug stuck to the mold and suffered damage when it did finally come free. Done properly, all the PVA film should come away with the plug or production piece.

WIWDD: When spraying on gelcoat DONT TOUCH THE SURFACE. I dripped some gel and felt it necessary to clean it up because it would have been too thick in that spot. Everywhere I touched up drips and re-covered the area, It stuck. When I did the lid I didnt use PVA and everywhere I used the depth gauge it stuck and damaged the mold. I will only use the gauge near edges or up on the flange now. (Or figure out how to spray PVA!)
The mold then was cleaned with warm water, touched up with tooling gel, and wet sanded to 600 and 800 . Next I bought a random orbit polisher and 1000 grit auto finish compound and polished it. I masked off the flanges and waxed 3 times.
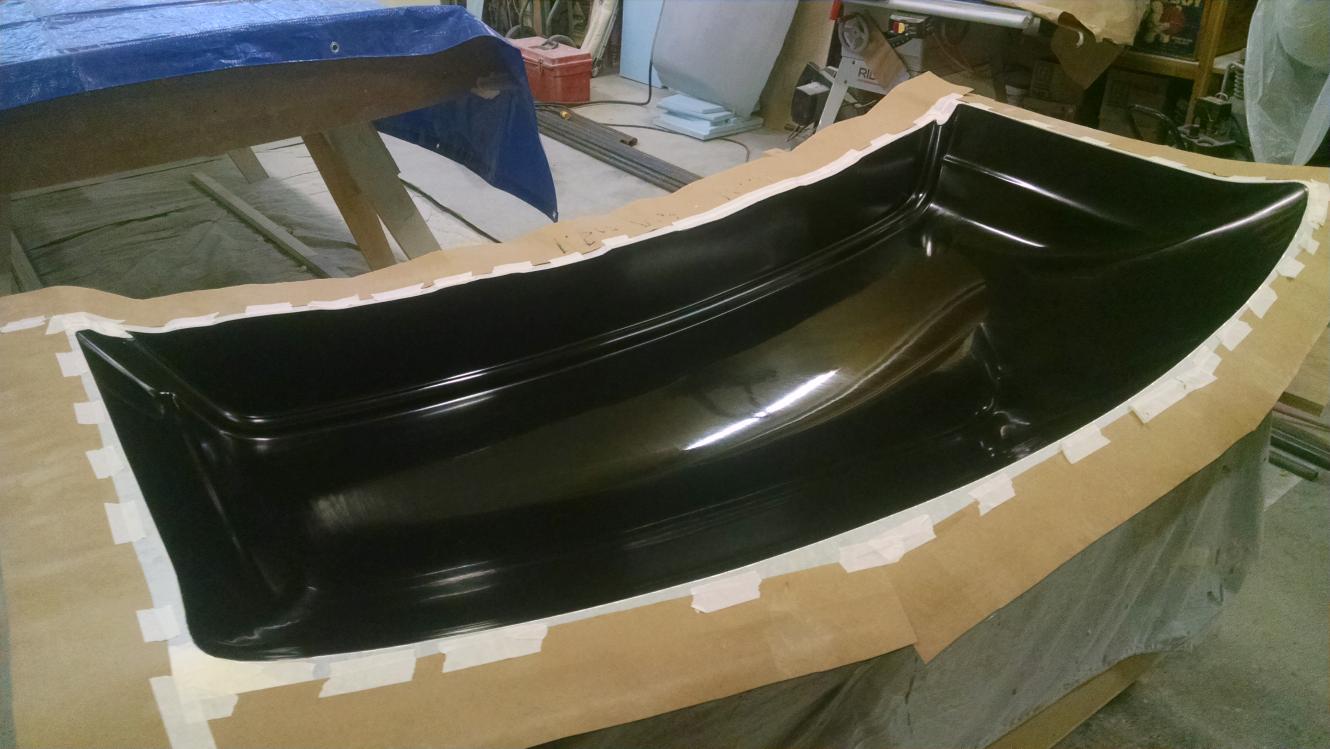
The next morning I suited up and sprayed Gray "Fiberlay"
Fiberlaygelcoat on the mold. Just like making the mold, waited until set but not hard, and applied the whisker coat. Next day I laminated 2 layers of 2 oz. CSM and let cure overnight. Popped it out the next morning and viola! the fairing shell. I took it to the van roof and test fitted it, and trimmed the edges with a pea grinder and 4 metal cutting wheel. Then I taped the windshield gasket to the windshield to hold it out of the way ( the fairing sits under the gasket at the top of the windscreen.) cleaned the roof with soap and water. I used a foam brush to apply a coat of PVA film to the roof all under the fairing area. I cut 3 strips of 2 oz. CSM, pre-wet them on my board, and applied them just inside the pencil mark that I had previously traced around the fairing onto the roof. This created a perfectly fit flange for the fairing. This was done outside in the sun and it set in 5 minutes. I then mixed up a batch of peanut butter catalyzed poly resin with a thickener stirred in. In this case Cab-o-Sil. I smeared a band of this material all around the perimeter and set the fairing body into it. I weighted it down to hold it and left it overnight to cure. Next day I took it to the bench and reinforced the connection with pre-wetted 4strips of cloth over a peanut butter fillet.

Decided that adhesive alone wasnt good enough and so provided mechanical attachment. Put the fairing on the roof, removed the headliner, located gaps in the box beam around top of the cab area, and drilled up through and into the flange in 4 places at the corners. Took the fairing back to the bench and using 3/8 tee nuts and ½ x 2x 4 ply scraps made big washers. Then with peanut butter, glued them to the inside of the flange at the hole locations and let it cure.
Next I used my trusty 3x foam to glue pieces of EPS into the shell until full to the flange. I insulated this part because it is permanently affixed to the cab roof. I didnt want heat building up inside the enclosure and causing damage, not to mention the heat gain inside the vehicle!

WIWDD: They make a 2 part expanding pour foam that would have been a lot easier. You just take each component in a cup in either hand and pour them together into the shell. They immediately foam up, expand and overfill the void. Trim the excess and you are done.
Using 3/8 x 1 ½ bolts, lock washers, and silicone caulk, I attached the fairing to the roof. I re- installed the headliner and the fairing was done.
The exact same process used for the fairing followed for the lid. With the exception that after the 9th layer of CSM I wanted it stronger than the fairing because of its size - 60 square feet. I cut 10 strips of 2 oz. CSM and laminated them in an overlapping grid pattern under where the steel frame was to be installed. I did 3 layers like this for a total of 24 ¾ ounces of CSM at those points. Then again welded the framework and glassed it on to the mold.

This mold is a monster. I found later that my sawhorses had nearly collapsed under the load! I have no way of knowing for sure but I guess it weighs north of 400 pounds. Not including the steel it is 25 oz. per sq. ft. X 3 with the resin, X 60 / 16 =281 lbs. Plus flange plus steel, plus attachment webs.


To make the lid I used the ¾ whisker over gel, 1 layer of 1.5 oz CSM and 2 layers of 2 oz. CSM. I wanted to hold the overall weight of the operable lid to under 150 pounds. I popped the part and test fitted, scribed and trimmed it. It was pretty floppy at this point and I put it back into the mold to work on it further.

I had measured the proposed cutout in the van roof and made I made a framework of that size to fit inside the lid. This wooden frame holds the tent screws, hinge bolts and gas strut attachments. Using epoxy resin, I glued this to the inside of the lid. Then again with the 1 EPS, epoxy and 3x foam to insulate inside the lid. I wound up using the vans roof ribs that were cut out to reinforce the lid. These were cut to fit inside the framework and glued in with poly peanut butter. I used every heavy thing in the shop to weigh down the foam until dry.

After insulating the lid, I added a layer of 10 oz. Boat cloth and epoxy resin to the entire inside of the lid. Covering the foam, bulkhead, framework and outer lip. This created a sandwich assembly that weighs just 135 lbs. And I can stand on it. I sanded the final layer when cured and installed the edge gasket.

That was the end of the fiberglass phase of the project. After that it was a process of building lifting hinges, sizing and installing the gas struts, devising a hold down system, and installing the tent.

I hope that this article will provide others with the information and encouragement to do similar projects. Good luck, -Matt.












 Linear Mode
Linear Mode






